
缝头探测器-3
JX-FT-II(III)型织物缝头探测器一、概述JX-FT-II型缝头探测器用于探测织物接缝部位,控制轧光机卸压及加压机构,使织物缝头在卸压状态下通过轧光机的轧辊,保护辊受损伤。本探测器采用机械传动
订购热线:13337913052
立即咨询JX-FT-II(III)型织物缝头探测器
一、概述
JX-FT-II型缝头探测器用于探测织物接缝部位,控制轧光机卸压及加压机构,使织物缝头在卸压状态下通过轧光机的轧辊,保护辊受损伤。本探测器采用机械传动碰触光电开关的检测方法。灵敏度高,自动调整织物的厚度,稳定可靠。采用微电脑收集织物接缝信号,自动计算收到信号后织物运行的米数,并执行继电器动作。控制轧光机抬辊及压辊的时间。
二、原理简介
1、仪器组成及框图
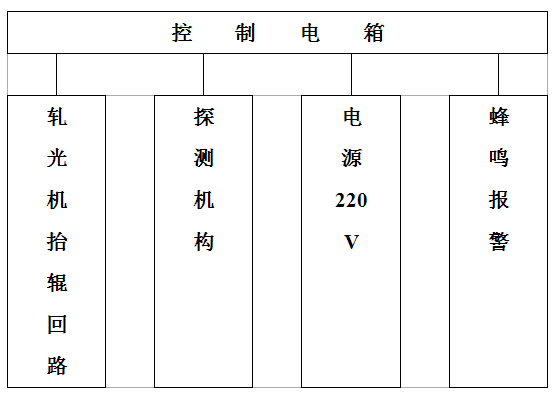
仪器由探测机构,可调节底座,计数轮,数显电箱等组成。
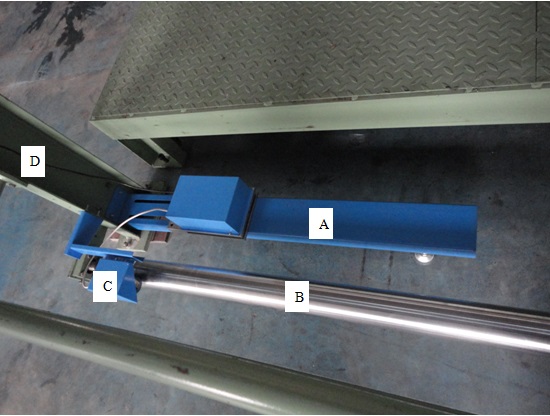
2、缝头探测器安装说明书
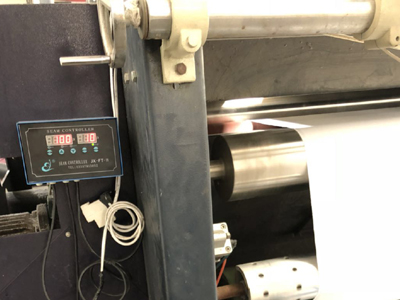
将底座(A)安装在两导布轮(B)底部连接面下方16mm处,用螺栓固定在机器上,并调好底座的四只地脚螺栓。装计数轮(C)安装在导布轮(B)的顶部,两轮的应完全接触,并且计数轮与导布轮呈30~45°。(如图一所示)将控制面板安装在轧光机的柱头(D)上,再将控制箱上的信号线与机构连接。继电器输出(常闭-串联,常开-并联)
三、控制面板的具体操作详见图二
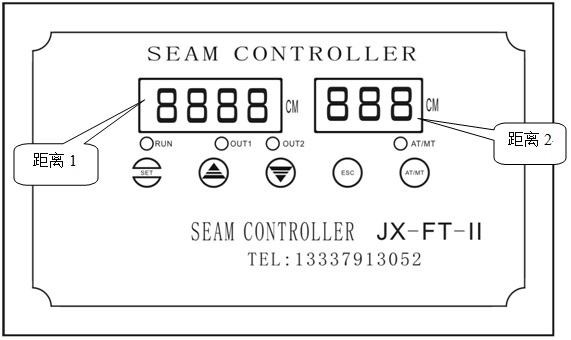

①、长按【设置键】进入菜单,用【增加】【减小】键进入F01设定参数。
②、短按【设置键】,跳动数字可用【增加】【减小】键调整,调整好后再短按【设置键】依次设定,设定好末位一个数字后再短按【设置键】,进入储存状态,显示F01。
③、再用【增加】【减小】键设定进入F02,再短按【设置键】依次对数字进行调整(方法同上)。
④、再用【增加】【减小】键设定进入F05再短按【设置键】把灵敏度数值调到值(电子式传感器灵敏度调整。调整大小为0-99.数值越大,灵敏度越高。增加此值,约到85时以上时,数码管会闪出Erro002的错误信息,并且蜂鸣器会报警,说明已超过系统的大灵敏度。此时需要多按几次向下键到报警解除。在每次都能正常识别到缝头的情况下,尽可能的调低此值,以获得更好的稳定性。)
⑤、按【设置键】退出。
⑥、【自动/手动】此键为开关键,灯亮为自动。
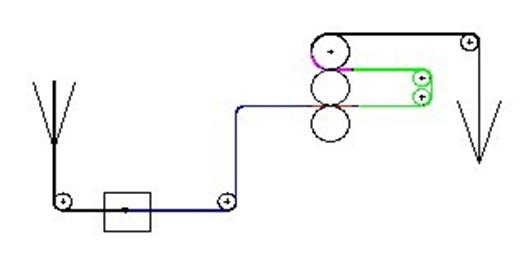
蓝色线段为F1左参数;红色线段为F1右参数;绿色线段为F2左参数;紫色线段为F2右参数。
3、缝头探测器灵敏度调节及故障说明
①检验到缝头不跳,数字在变化蜂鸣不响
手动与自动功能开关没打开。
②没有缝头乱跳
(1)检测底座是否紧固安装在两导布轮水平下面16毫米处。
(2)将机构内的灵敏度作适当调节。
③有缝头不跳不蜂鸣
(1)检测机构内传感器坏掉(上下活动探头时不蜂鸣).
(2)机构灵敏度太低。
④有缝头不跳数字不变化但蜂鸣
(1)检查计数轮是否在转动,导布辊是否在转动。
(2)检查传感器是否坏掉(在菜单中按F03看数字是否变化)。
⑤有缝头跳但执行动作距离不对
(1)计数轮内传感器坏掉。
(2)控制面板线路已损坏。
⑥该探测器的灵敏度调节的方法
灵敏度说明:
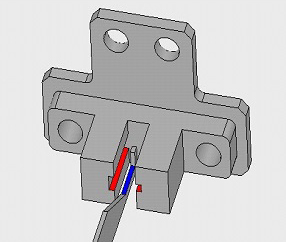
红色面与蓝色面的高度差决定灵敏度的大小,距离大则灵敏度低,距离小则灵敏度高。
注意:蓝色面不能高过红色面
